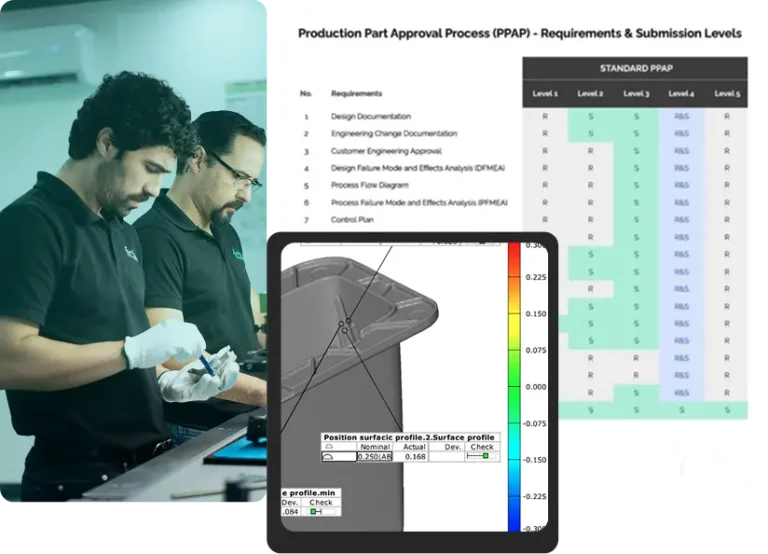
PlasticHubs delivers precision CNC machining for plastic parts, combining advanced equipment, skilled operators, and strict quality control to ensure accurate, reliable, and consistent results for both prototypes and production runs.
With two precision CNC machining factories and one dedicated vacuum casting facility, PlasticHubs delivers flexible, high-quality production across multiple technologies. Our integrated manufacturing network supports everything from rapid prototyping to low-volume production, ensuring faster lead times, reliable quality, and consistent performance for global clients.







PlasticHubs provides end-to-end CNC manufacturing solutions supported by a global network and an experienced in-region team—enabling scalable, efficient production without the need for clients to expand their internal operations.





Submit your project or multi-part BOM by clicking a botton below, and a PlasticHubs Applications Engineer will contact you within 24 hours to discuss requirements.

A Plastichubs expert creates a project proposal within +/- 2 business days. This includes project review, processes, certifications, sourcing strategy, cost modeling, and custom logistics solutions.

Our team provides DFM/DFX review, portfolio cost analysis, and risk mitigation strategies to optimize your BOM and reduce costs.

A dedicated Technical Program Manager prepares NPI readiness, PLM/ERP integration, scheduling, and tooling or mold planning as needed.
All components, including custom parts, assemblies, and off-the-shelf items, are manufactured to specifications, finished, and shipped with global supply chain support to minimize landed cost.
| Tolerances | Plastics: ISO 2768-c |
| Accuracy tolerance | +/- 0.0127 mm |
| Minimum Wall thickness | 0.5 mm |
| Minimum End Mill | 0.5 mm |
| Drilling | 1 mm |
| Maximum Part Size | 4000 × 1500 × 600 mm |
| Minimum Part Size | 2 × 2 mm |
| Minimum Order Quantity | 1 Piece |
| Delivery Time | Most projects delivered within 7 working days. Simple parts in as fast as 1 day |
Surface finishing refines the look, feel, and performance of CNC plastic components. Depending on the design and application, various techniques can enhance appearance, durability, and precision. Below are the most common surface finishes available for plastic parts.
What do we have:
| Feature | Explaination |
|---|---|
| Material Selection Matters | Each plastic has different mechanical and thermal properties. Selecting the right grade early ensures machinability and performance balance. |
| Dimensional Stability and Warping | Plastics expand and contract more than metals under temperature change. Designs should allow for this movement, especially on large, flat parts or thin-walled geometries, to maintain tolerance stability after machining. |
| Optimal Wall Thickness | Thin walls can vibrate or flex under cutting forces. For most plastics, a minimum wall thickness of 1.5–2.0 mm is recommended. Reinforcing ribs or gradual transitions help prevent deformation without unnecessary bulk. |
| Corner and Fillet Design | Avoid sharp internal corners, which are difficult to machine and can become stress concentrators. Generous fillets, typically 1/3 of the cavity depth or larger, enable smoother cutting, longer tool life, and better load distribution. |
| Cavity and Pocket Depth | Deep pockets increase machining time and risk of chatter. Keeping cavity depth under four times the cavity width ensures efficient cutting while preserving surface quality and dimensional accuracy. |
| Hole and Thread Design | Limit hole depth to around 10× the diameter for stability. For threads, select standard metric or UNC sizes where possible. Threaded inserts can be used for repeated assembly without damaging plastic threads. |
| Tolerance Planning | Plastic’s thermal sensitivity and flexibility make extremely tight tolerances impractical for large areas. General tolerances of ±0.05 mm to ±0.1 mm balance cost and precision, with tighter tolerances applied only where functionally required. |
| Surface Finish Considerations | Plastics respond differently to finishing methods than metals. Polishing, vapor smoothing, or bead blasting can remove tool marks and enhance clarity or texture without affecting dimensions. |
| Assembly and Fit | Press fits and snap fits require careful allowance for material elasticity. A slight interference (typically 0.1–0.2 mm depending on the plastic type) ensures secure joining without stress cracking. |
| Thermal Management | Because plastics have low heat conductivity, excessive cutting speed or tool dwell time can cause melting or surface whitening. Using sharp tools and controlled feed rates prevents heat buildup and improves finish quality. |
At PlasticHubs, sustainability is built into every stage of our production. We reduce material waste, lower energy consumption, and create lightweight components that contribute to energy-efficient end products. Our facilities continuously improve recycling practices, optimize material usage, and adopt cleaner manufacturing methods.
Ivan founded Plastic Hubs with a vision to revolutionize the cnc machining industry through technology and sustainable practices. With over 15 years in manufacturing, he leads our strategic direction.

CEO & Founder
Ethen oversees our technical operations and R&D. His expertise in material science and precision engineering ensures our clients receive the highest quality components and prototypes.

Head of Engineering
She is a dedicated Sales Specialist with over 3 years of experience in cnc machining. Her expertise spans both domestic and international markets, helping clients optimize supply chains and achieve cost-effective solutions without compromising quality.
Project Manager
Not exactly. Both are computer-controlled, but CNC machining is subtractive—it removes material—while 3D printing is additive, building parts layer by layer.
